For product requests contact us by using the
- Contact formular,
- Email (sales@suragus.com) or
- Phone (+49 351 32 111 520).
There are many different ways to test carbon fibers non-destructively. SURAGUS sensors are based on an electrical method - the eddy current method. Other methods use optical light, X-rays, ultrasound or thermal radiation. Each measurement technology has its strengths and weaknesses. The following overview clearly shows which technology can best demonstrate its advantages in which process step.
If the entire life cycle process from roving to recycling is considered, it is noticeable that 70% of the costs are incurred during the first two process steps. These process steps involve the production of rovings and 2D/3D fabrics, which are only further processed into individualized and complex components in the subsequent process steps. Production is therefore designed for high output and is highly automated, resulting in strong cost pressure. SURAGUS sensors make it possible to monitor the quality of the process and the product. The product quality determines the properties of the later component. Undetected defects can have a great impact on the tolerable tensile forces or generally the stability of the component. The process can be optimized by seamless monitoring to such an extent that the material input can be minimized and the process speed maximized without having to accept any loss of product quality. The larger the quantity produced, the greater the effect of even small changes and the sooner the costs for the monitoring system are amortized.
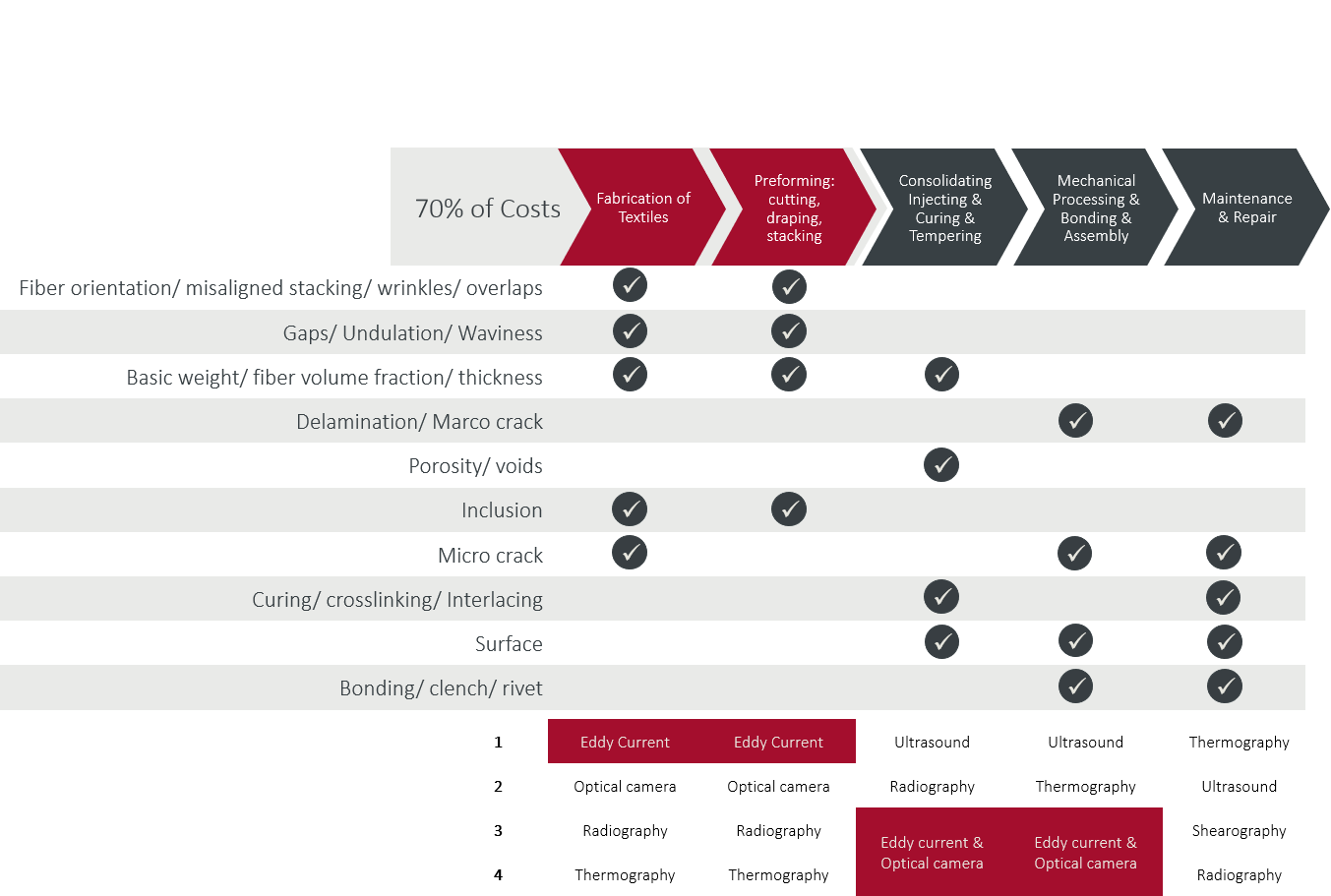
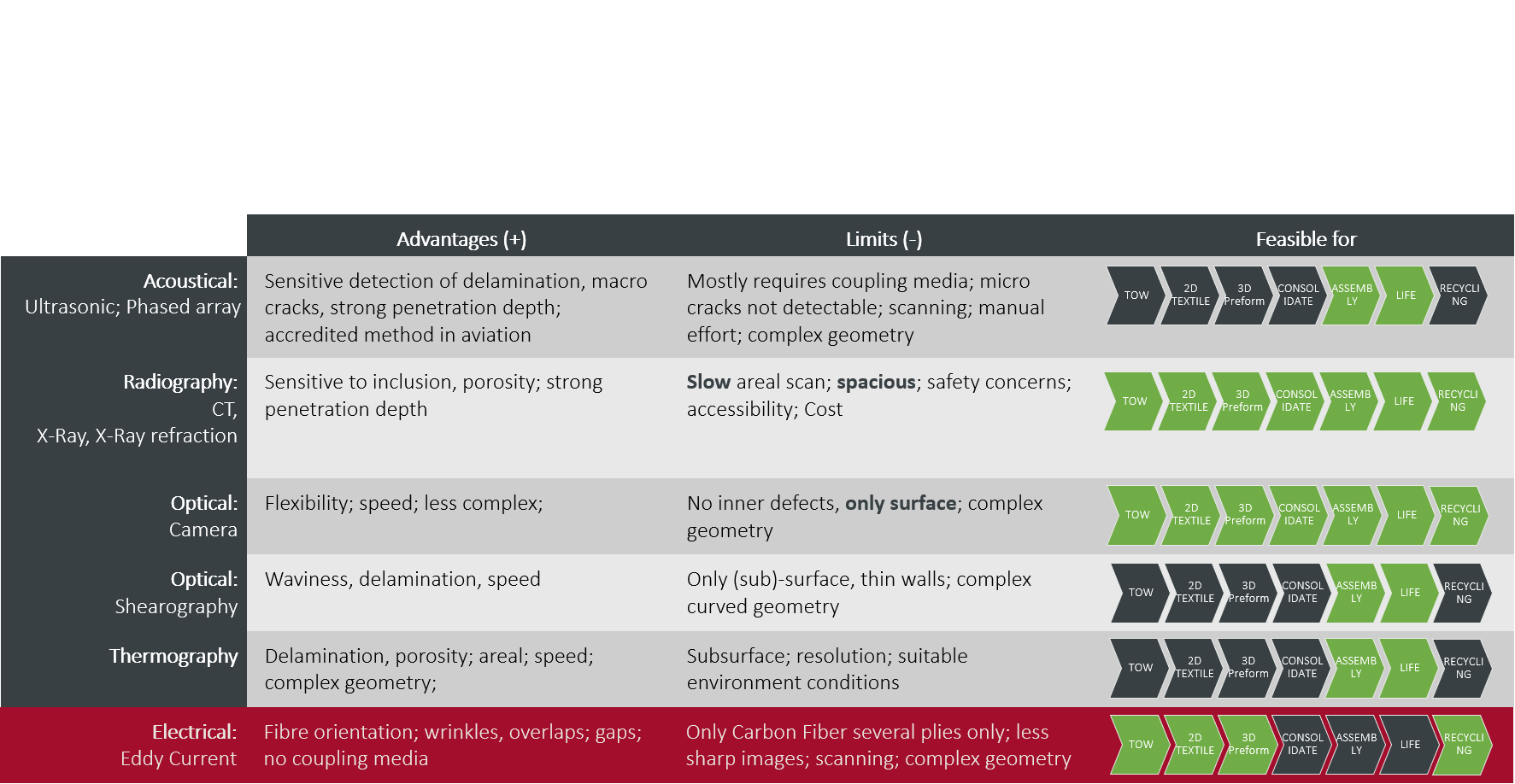
The comparison shows: Acoustic and radiological methods have a large penetration depth and good resolution. They are therefore particularly well suited for complex components with many layers. The ultrasonic method requires a matrix for sound propagation and an additional medium (usually water) to penetrate the component. Cameras are only suitable for surface analysis. However, cameras are very easy to use, can view the entire surface in a short time, and have been proven over many years. Thermal methods can view a large area just as well and have a great depth of penetration, but require a matrix for thermal conduction. The eddy current method has a shallower depth of penetration than acoustic, radiological, or thermal methods, but can still examine multiple stacked layers. It is therefore less suitable for complex three-dimensional components, but is predestined for the initial process steps. Compared to the camera, the eddy current method can examine the interior of a roving, and even in the case of multiaxial layers, properties of the optically hidden layers can be detected and, for example, their orientation, amount of material and gaps as well as other defects can be detected.
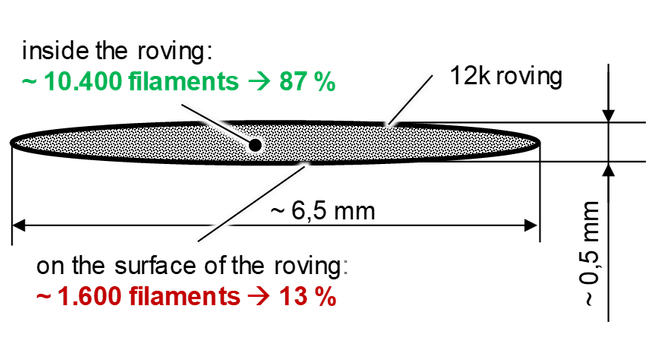
The EddyCus® CF inline TOW system is designed for inline monitoring of external and internal defects of a roving. It consists of an EddyCam camera and an eddy current sensor. The camera records data such as the width, offset and twist of the roving. It also detects defects that are visible from the outside, such as protruding fibers and gaps. The eddy current sensor examines defects inside the roving, such as fiber breaks. By detecting external and internal defects, the quality of the roving can be fully determined. 87% of the filaments of a 12k roving are inside and cannot be detected by optical methods. Conversely, this means that a large number of the defects in a roving cannot be detected by current camera-based monitoring systems. The eddy current method is very well suited for assessing the coating quality of conductive yarns (e-textiles) as an electrical method.
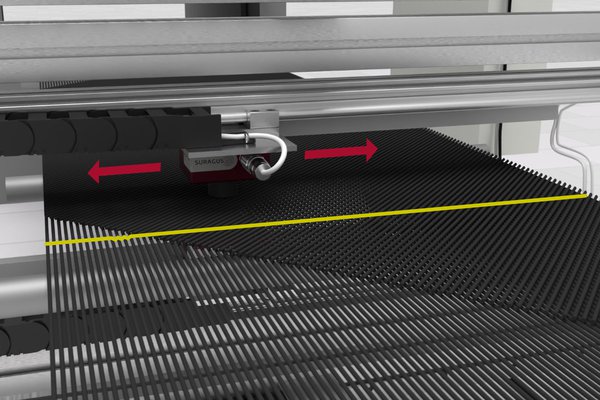
The EddyCus® CF inline GAP system was developed for the inline detection of lanes in multiaxial fabrics. The system is able to detect lanes with a length of 10 cm during production (inline). Even if the requirements for cameras demand a much higher resolution, the comparatively low resolution of 10 cm lanes has its justification. Because an alley usually exists longer than 10 cm, it is detected with a very high probability. This gives a good statistical indication of the quantity and location distribution of the alleys located in the hidden layers.
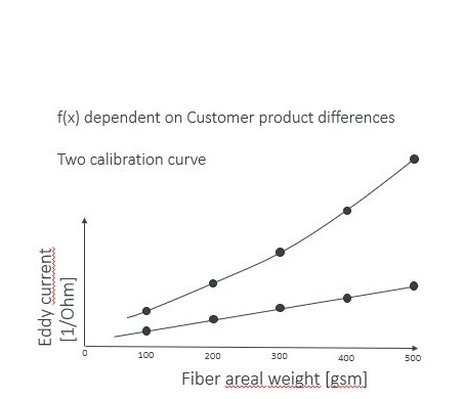
The EddyCus® CF inline FAW system measures the existing basis weight of a carbon fiber material (e.g. nonwoven) over the entire production width and makes it available in real time. The eddy current signal correlates - as shown in the figure - very well with the basis weight of carbon fiber material. However, it may be necessary to use different calibration curves for very different material properties.
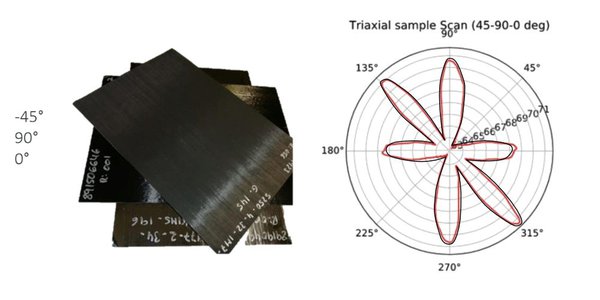
SURAGUS has developed an inline (EddyCus® CF inline ISO) and an offline solution (EddyCus® CF rob with kit for integration or EddyCus® CF map 2530 RMT) for determining the fiber orientation and basis weight of all layers of a multiaxial scrim. If the correct amount of fibers (basis weight) is arranged at the correct angle (fiber orientation), tensile strength is ensured in all desired directions. By monitoring all load directions without interruption, uncertainty is reduced, allowing material usage to be reduced without compromising quality. The EddyCus® CF inline ISO monitoring system has multiple sensor heads to examine each layer separately and in real time. The EddyCus® CF rob or our OEM kit for integration act as an offline or at-line solution. The eddy current sensor is attached to your existing robotic arm system and moves along the 3D part to be inspected, line by line. With the help of our analysis software EddyEva the evaluation can be done afterwards. Instead of a robot arm, the eddy current sensor can also be connected to a coordinate measuring machine. Our rotation sensor rotates independently over the selected point and measures the isotropy of the fiber material for each angle. By using a reference sample, the quality can be determined optimally.
For product requests contact us by using the

