板材电阻测量
内容概述
目录
涡流法测定片电阻
涡流测厚仪在板材电阻率测试领域已有三十年的应用历史。其测量精度与非接触式测量的特性赋予了用户独特的价值。涡流电阻率测试的核心优势包括:
- 非接触模式
- 超快(20毫秒/测量)
- 高重复性和准确性
- 传感器与基板之间的距离较大
- 传输模式与反射模式
- 通过封装进行测量
- 禁止穿着
- 测量范围广,从0.1毫欧姆/平方到100千欧姆/平方(9个数量级)
Sheet Resistance Measurement Definition
片电阻(Rs或R),也称为片电阻率,是衡量薄层电学电阻的指标。 它与材料的电阻率和层厚度相关。面电阻值(通常以Ω/sq、欧姆/平方或每平方欧姆(OPS)表示) 为导电层和半导电层的电学特性提供衡量标准。 它是描述电极电气性能的主要物理参数。当体电阻率可视为恒定时,面电阻Rs与材料厚度呈相关性。计算公式为:
ρ = RS · t 其中 ρ 为电阻率;RS 为面电阻;t为材料厚度
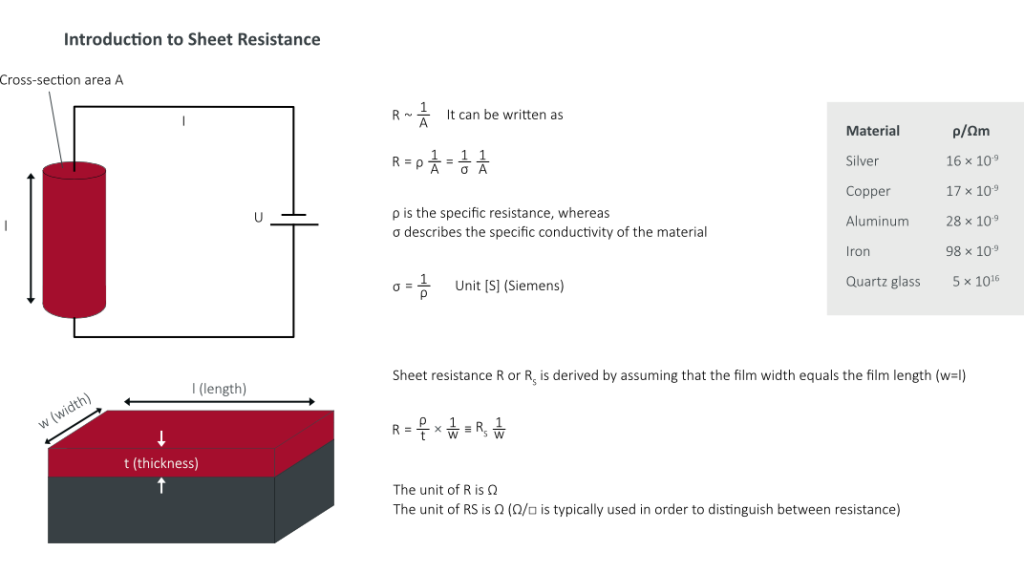
片电阻描述了单位面积的薄膜层导通特定电流的能力。该特性是表面电极最重要的质量参数,其值在薄膜沉积过程中确定,或用于导电薄膜的质量保证。
片电阻测量装置
尽管面电阻或面电阻率的正确物理单位是欧姆,但最常用的单位是欧姆/平方。
面电阻以欧姆/平方(Ohm/sq)或欧姆每平方(OPS)为单位,以此区别于通常以欧姆为单位表示的总电阻。极厚层与高导电层常采用毫欧姆/平方(mOhm/sq)表示,而低导电材料则多用千欧姆/平方(kOhm/sq)或兆欧姆/平方(MOhm/sq)描述。
薄膜电阻测量技术
测量片电阻有两种不同的模式——非接触式和接触式。非接触式片电阻测量可通过以下技术实现:
| 联系方式 | 非接触式 |
| 双点探针 | 涡流 |
| 四点探针 | |
| 霍尔效应 | |
| 范德波 |
在我们的技术板块中,了解更多关于基于涡流的片电阻测试的信息。
四点探针测试法(2PP/4PP)的片电阻测量
四点探针法通过将四个等间距、共线探针接触材料来工作。该方法被称为四点探针法。 外侧两探针间施加直流电(DC),内侧两探针间则测量电压。当在小型样品或靠近边缘处测量时,由于电流路径受样品几何形状影响,通常需要采用几何修正系数。样品中心区域可获得最精确的测量值。
涡流测试(EC)法测定片电阻
涡流片电阻测试装置通过线圈驱动交流电(AC),产生(初级)电磁场,该场在导电材料中感应出所谓的(涡流)。被测物体中感应的电流与感应线圈施加的交流频率相同,从而形成与初级场相反的次级场。两场叠加或场变化量即为片电阻值。
4PP与EC片电阻测试对比
涡流法、四极片法、霍尔效应法和范德宝效应法是适用于测试电学参数面电阻的电气测试方法。霍尔效应法和范德宝效应法通常需进行样品制备,故主要应用于研发层面。工业生产中普遍采用无需样品制备的接触式四极片法和非接触式涡流法(EC)。两者关键差异总结如下图所示。
| 涡流 | 四点探头 | |
|---|---|---|
| 模式 | 非接触式 | 联系方式 |
| 测量范围 | 0.1毫欧姆/平方至200千欧姆/平方 | 1毫欧姆/平方至10千欧姆/平方 |
| 时间 | 实时 | 几秒钟(包括建立连接) |
| 应用范围 |
1毫米间距成像 在线式 50次测量/秒 |
基于给定测量点数的成像 Inline |
| 穿着成本 | 无 | 测试探针 |
| 污染 | 无 |
可能的污染源 (半导体、OLED行业) |
| 物理冲击 | 无 | 可能的层损伤 |
| 测量层 |
隐藏层 导电多层系统 |
仅顶层 |
| 来源 | 30年 | 70年 |
| 校准 | 按制造商或用户 | 按制造商或用户 |
涡流检测可在不因接触质量不均匀而产生影响的情况下实现精确测量, 不会损伤任何敏感表面,也不会因接触而产生伪像。 此外,该技术还能精确测量难以接触的埋藏或封装层。 采用非接触式技术,无需更换针头或探针,而传统四点探针测绘系统中这些部件的更换成本通常很高。 另一个显著优势是测量时间短。 每次测量仅需几毫秒,无需接触样品的时间。 这使得在生产过程中在线测量或在测绘系统中“实时”测量成为可能。 因此,涡流片电阻测绘系统可在数秒内测量数千个位置。 无需像四点探针测绘系统那样在测量点之间进行插值。因此,缺陷和不均匀区域都能被识别出来。
片电阻的应用与测量范围
面电阻是建筑玻璃、光伏、显示器、OLED、触摸屏传感器、封装、半导体等众多行业中的关键质量参数。下表概述了不同应用场景下的典型面电阻值。
| 申请 | 主帆阻力范围(单位:欧姆/平方) |
| 建筑玻璃(LowE) | 1 – 10 |
| 光伏与智能玻璃中的透明电极 | 5 – 50 |
| OLED中的透明电极 | 5 – 500 |
| 非透明金属电极 | 0.1 – 1 |
| 显示屏 | 10 – 1,000 |
| 触摸屏传感器(TPS) | 10 – 1,000 |
| 包装箔 | 0.001 – 3,000 |
| 电容器箔片 | 0.01 – 100 |
| 石墨烯层 | 30 – 3,000 |
薄膜电阻材料
在众多应用中,作为电极材料的材料种类繁多。主要分为两大类:透明导电材料(TCM)和非透明金属电极。
| 常见透明电极材料 | 常见非透明电极材料 |
| TCO(ITO、FTO、AZO、ATO) | 铝 |
| 碳纳米管与纳米芽(CNT, CNB) | 钼 |
| 金属纳米线(银纳米线、铜纳米线) | 铜 |
| 金属网(铜网和银网) | 银 |
| 纳米级薄金属膜 | 黄金 |
| 石墨烯层 | 钛合金 |
半导体的片电阻
典型的半导体工艺中,薄膜电阻表征技术应用于沉积工艺(如物理气相沉积、化学气相沉积、原子层沉积)以及材料改性工艺(如离子注入与掺杂、蚀刻与抛光、退火与回火处理,以及氧化与去氧化)。
晶圆表征主要针对硅晶圆、氮化镓晶圆和碳化硅晶圆的特性分析。晶圆的片电阻值会因半导体类型与掺杂浓度、晶圆厚度、制造工艺、晶圆在晶锭中的位置以及晶圆本身特性而产生变化。
碳化硅作为材料,因其在高温环境下的卓越特性、快速开关性能以及pn结的高击穿电压而备受青睐。通过碳化硅晶片的面电阻成像技术,可检测并表征材料晶面及其他缺陷(如位错)。根据掺杂浓度不同,碳化硅晶片的面电阻值可低至1欧姆/平方,亦可高达千欧姆/平方范围。
氮化镓晶圆的典型面电阻介于100至1000欧姆/平方之间。另请参阅我们的电阻率章节。
锭和 坯料的特性分析在我们的电阻率章节中有所论述。
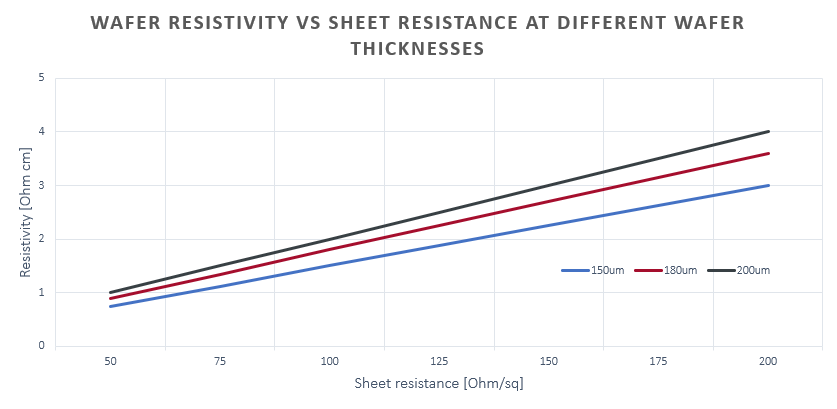
光伏晶圆分为单晶和多晶两种类型,并具有p型和n型掺杂。片电阻取决于晶圆厚度,而电阻率则取决于掺杂类型和掺杂浓度。 晶片的电阻率因制造工艺及晶片坯料或锭块内掺杂剂分布而异。总体而言,电阻率在整个制造过程中存在显著差异。下图展示了典型光伏晶片厚度下晶片电阻率与面电阻之间的关联关系。
金属板材的片电阻
用于WLP/扇出应用的钛铜薄膜金属面板,其面电阻值随厚度不同可达数毫欧姆/平方。SURAGUS提供最大600毫米×600毫米面板尺寸的面板监测解决方案。
金属板材的片电阻
金属板材由铝、黄铜、铜、钢、锡、镍和钛构成。极少数装饰板材采用银或金制成。 催化剂板材通常由铂等材料制成。最常见的材料是不锈钢(如304)和铝(如1100-H14、3003-H14、5052-H32、6061-T6)。板材提供多种等级和厚度规格。 薄膜电阻值通常在50 µOhm/sq至5 mOhm/sq范围内,具体取决于材料的导电率或电阻率及其厚度。特定薄膜的电阻值可通过SURAGUS薄膜电阻计算器进行测算。
金属板材的温度对其电阻率影响显著。因此,在线板材电阻测量技术被用于测定铝板等材料的温度,尤其在100至500摄氏度的范围内——该温度区间内光学测温技术难以有效应用。板材温度与板材电阻之间的关联性具有可靠性。
金属薄膜的片电阻
金属薄膜厚度从单原子层起始,可达微米乃至毫米量级。面电阻值通常在厚层的1毫欧姆/平方至薄金属膜的100欧姆/平方之间。低导电合金薄膜(如钽-硅-氮化物)的面电阻可达1千欧姆/平方。面电阻值可通过SURAGUS面电阻计算器进行计算。
TCO薄膜的片电阻
透明导电氧化物(TCO)主要指铟(In)、锑(Sb)、锌(Zn)、镉(Cd)等金属元素的氧化物及复合氧化物。TCO材料广泛应用于太阳能电池、显示产业、智能玻璃及光电子器件领域。其面电阻值较低且具有高透光性。 常见的TCO材料如ITO(氧化铟锡)、AZO(氧化铝锌)薄膜,因其优异的光电性能,已在各行业得到深入研究与广泛应用。
透明导电氧化物(TCO)的片电阻通常在5欧姆/平方至500欧姆/平方之间,具体取决于尺寸及应用场景。一般而言,掺杂氧化物材料如ZnO、In₂O₃和SiO₂被广泛应用于各类领域,由此衍生出ITO、IZO、FZO等材料。掺杂浓度与氧化程度对TCO材料的片电阻具有显著影响。 薄膜质量由厚度、均匀性、表面形态、光学透明度及电导率等多重因素决定。对于TCM/TCC等应用,关键在于确保尽可能低的面电阻值与尽可能高的光学透明度。多数情况下,面电阻与透明度呈反比关系:面电阻越低,透明度越低。
石墨烯的片电阻
石墨烯作为电极材料具有极薄且敏感的特性。采用4PP接触式检测可能导致压痕、缺陷及污染。因此强烈建议采用非接触式涡流检测。石墨烯可呈现单层、双层或多层形态,若层数超过十层则通常称为石墨。单晶石墨烯与多晶石墨烯的机械及电学性能存在显著差异。 石墨烯的电学特性差异显著,其电阻率通常在30欧姆/平方至3000欧姆/平方之间波动,具体取决于晶片尺寸、掺杂程度、层数及缺陷密度(线性缺陷、褶皱、间隙)。转移至PET、石英晶片或玻璃等非导电基底上的石墨烯层,可在广阔的测量范围内实现高精度表征。
纳米线材料的片电阻
请参阅我们的电学各向异性章节。
片电阻测量标准
多个行业在使用涡流设备进行片电阻测量时采用各自的测量标准。例如:
- SEMI MF673 — 采用非接触式涡流测厚仪测量半导体晶圆电阻率或半导体薄膜面电阻的测试方法
- SEMI PV28 — 单面非接触式涡流测厚仪测量电阻率或面电阻的测试方法
- ASTM F1844 - 97(2016) — 采用非接触式涡流测厚仪测量平板显示器制造用薄膜导体面电阻的标准方法
SURAGUS 薄膜电阻测量设备
手持设备
用于单点测量
手持式涡流检测仪专为快速、随机抽样检测产品质量而设计——通常用于货物验收环节,或在生产后检测特别大型的部件。
进行测量时,将设备放置于目标表面。按下“测量”按钮,一秒内即可显示结果。
每次测量都能在特定测试点提供精确数值——在灵活性与速度至关重要的场景中,提供即时可靠的反馈。

台式工具
用于单点测量
我们的手持式系统非常适合快速抽样检测——无论是货物入库时、生产过程中的检验,还是对于大型部件进行检测时,当固定设备难以操作时。
只需将手持设备放置在待测表面,按下“测量”按钮,一秒钟内测量值即会显示在屏幕上。
每次读数都代表测量点处的精确数值——在您需要的地方为您提供快速、可靠的反馈。

成像工具
全区域图像
我们的技术可提供高度详细、覆盖全表面的产品质量信息,从而对工艺质量和稳定性得出有意义的结论。这些数据支持对制造工艺(例如资源效率、吞吐速度)和产品本身(例如提高均匀性、符合最低规格要求)进行有针对性的优化。
测量时,将样品置于测量区域的中心位置。预制样品托架(如晶圆托架)可确保精确居中定位。只需放入样品,关闭托架盖板,按下“开始测量”按钮即可。
结果:通过数千个独立测量点生成的整个层的高分辨率伪彩色图。这种可视化效果让您一目了然地获得可操作的洞察。

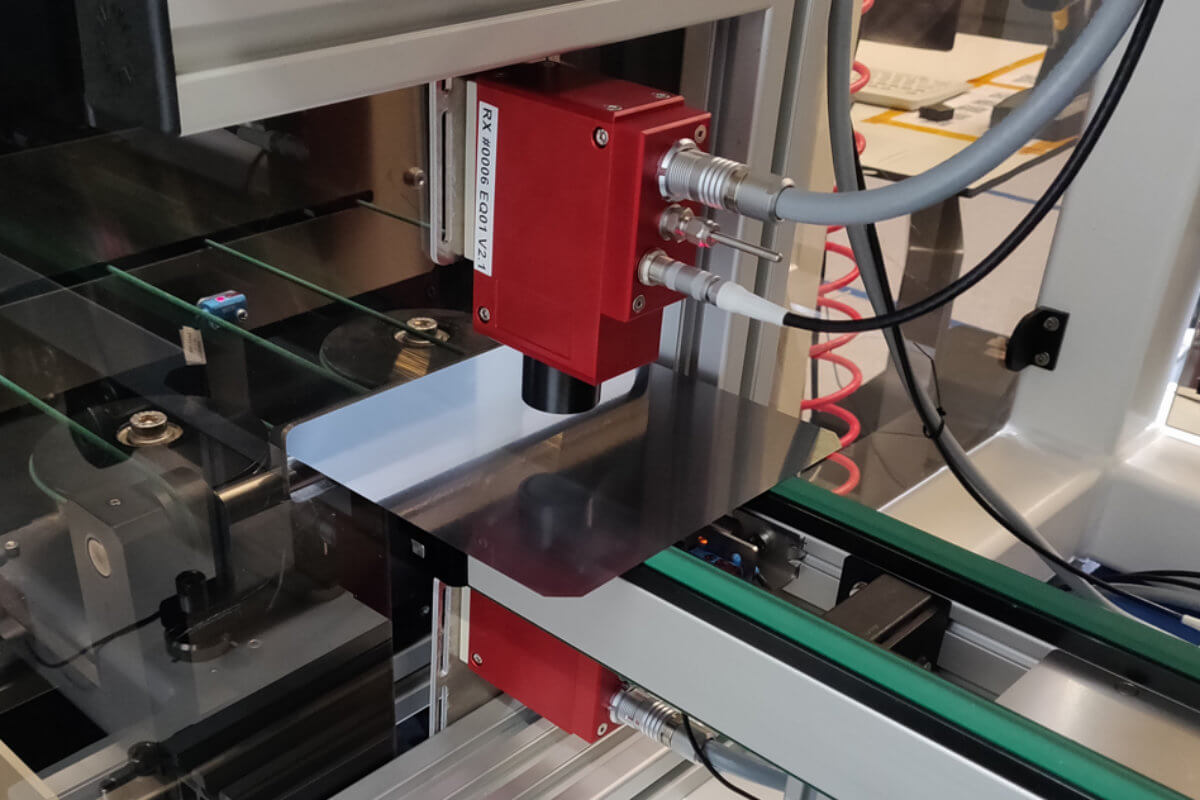
内联系统
用于连续单点测量
我们的在线系统能够在生产步骤之前、期间或之后,持续采集工艺质量和产品特性的数据。这种实时监测是生产自动化的基础,其运作依赖于精准可靠的传感器数据。
该系统可无缝集成至您现有的生产线。操作员启动测量后,所有数据将自动记录并存储于集中式数据库中。
根据系统配置,输出结果包含一条或多条线性剖面图——这些剖面图可居中显示,或定位于层面的关键点——从而实时清晰呈现质量趋势与工艺稳定性。
用于片电阻测量的测试设备
工业与研发实验室根据每日测量样本数量、测量点密度及自动化程度存在不同需求。因此,通常应用四种关键测试类型:
- 手持式
- 实验室 / 台式
- 单点
- 成像
- 内嵌式 / 工具集成式
- 内嵌式静态单/多传感器
- 内联遍历
- 机器人/工具集成